【設計実務】図面におけるばねの表記方法
ばねは、機械や装置において、力を蓄えたり、衝撃を吸収したり、振動を減衰させたりと、多様な役割を果たす重要な部品です。図面上でばねを正確かつ明確に表記することは、設計意図を正確に伝え、加工や組み立てのミスを防ぐ上で極めて重要です。ここでは、JIS(日本産業規格)に準拠したばねの図面表記の基本と注意点について解説します。
1. ばねの図面表記の基本原則
図面においてばねを表記する際には、以下の原則に基づきます。
簡単な図示(簡略化された図示): 一般的に、ばねの全てのコイルや巻き数を描くのではなく、簡略化された図で表記します。これにより、図面が複雑になりすぎるのを防ぎ、見やすさを保ちます。
寸法の明確化: ばねの種類、材料、線径、自由長さ、有効巻数、端部の形状、ばね定数などの必要な寸法や特性を必ず記入します。
公差の指定: 必要に応じて、ばねの寸法公差やばね定数の許容差を併記します。
基準の統一: 図面全体でJISなどの規格に準拠した表記法を統一して使用します。
コイルばねは、最も一般的に用いられるばねであり、圧縮ばねと引張ばねに大別されます。
図示方法
1.側面図
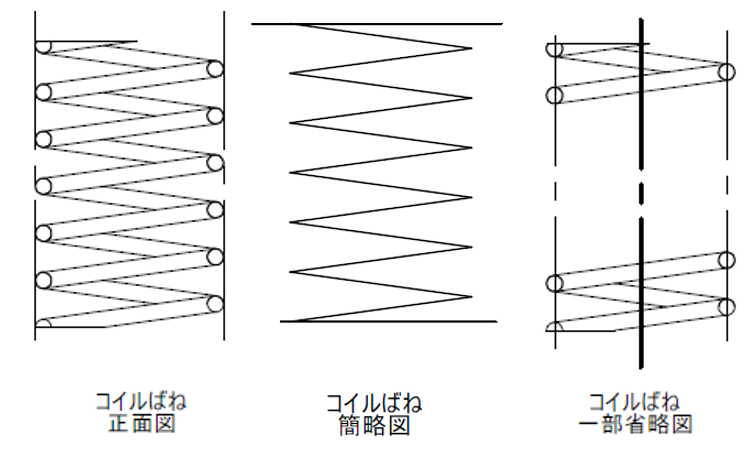
正面図:らせん状にせず直線とし,有効部から座の部分への遷移領域も直線による折れ線で示す。
簡略図:ばねの中心線だけを太い実線で書く。
一部省略図:必要な数巻のみを描き、同一形状となる中間を省略する。
2.端面図
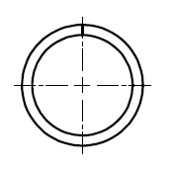
ばねの軸方向から見た図は、外径と内径を実線で描きます。端部の巻き方向(右巻きか左巻きか)を示す場合は、端面図に矢印などを追記します。
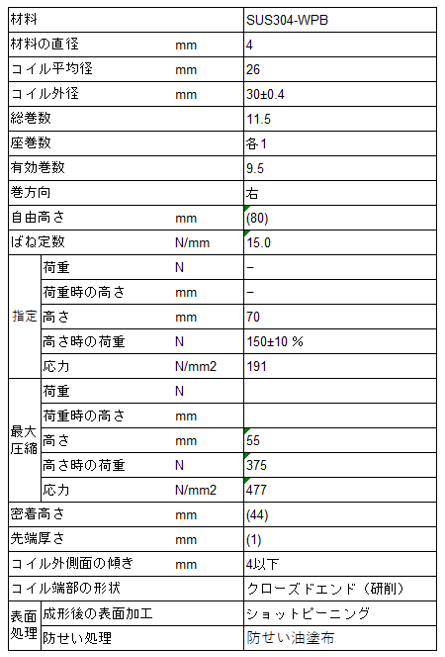
寸法記入の例
コイルばねの寸法は、一般的に以下のように記入します。
種類: 圧縮ばね、引張ばね、ねじりばねなど、種類を明確に示します。
材料: 材料記号(例: SUS304WPB、SWP-Aなど)と線径(例: φ1.0)を記入します。
自由長さ (L0): 無負荷状態でのばねの全長を寸法線で記入します。
外径 (D) または 平均径 (Dm)、内径 (d): いずれか一つを基準に寸法を記入します。通常は外径が用いられます。
総巻数 (N) と 有効巻数 (Na): 応力に関わる有効な巻数と、端部を含む総巻数を併記します。
端部の形状: 研磨、クローズドエンド、オープンエンド、フックの形状(引張ばねの場合)などを記号や文字で示します。
ばね定数 (k): 必要であれば、k = XX N/mm のように記入します。
(例)
3. その他のばねの書き方(板ばね、ねじりばねなど)
板ばね
図示方法: 通常の部品と同様に、板材の形状、厚さ、曲げRなどを詳細に描きます。
寸法記入: 材料、板厚、幅、長さ、曲げ部のR、穴位置などを記入します。ばね特性(荷重とたわみの関係)は、別途仕様書などで示すことが多いです。
ねじりばね
図示方法: コイル部と、取り付け部に相当するアーム部を描きます。アームの角度や長さが重要になります。
寸法記入: 材料、線径、コイル外径、総巻数、アームの長さと角度、そしてばね定数(トルク定数)を記入します。
4. ばね表記におけるその他の注意点
巻き方向: 特別な指定がない限り、右巻きが標準です。左巻きの場合は、図面に「左巻き」と明記するか、JIS記号で表記します。
公差の記入: JIS B 0401などに基づき、自由長さ、外径、線径などに対する寸法公差を記入します。ばね定数についても許容差を設けることがあります。
表面処理: 塗装、メッキ、不動態化処理など、必要な表面処理を指示します。
仕上げ: 座巻き研磨、ショットピーニング、セッチングなどの仕上げ工程を指示することもあります。
検査要件: ばねの検査方法(荷重試験、寸法検査など)や合否判定基準について、別途仕様書で詳細を定める場合があります。図面には、その仕様書への参照を記載することもあります。
まとめ
ばねの図面表記は、その機能的特性を正確に伝えるために、寸法、材料、巻数、端部形状など多岐にわたる情報の正確な記入が求められます。特に、簡略化された図示を用いながらも必要な情報を漏れなく記載し、JISなどの規格に準拠することが重要です。適切な図面作成は、ばねの品質確保、設計変更の迅速化、そして製造プロセスの効率化に貢献します。