【設計実務】図面における表面粗さの表記方法
製品の機能や品質は、その部品の表面の「粗さ」によって大きく左右されます。例えば、摺動部(すべり合う部分)の表面が粗すぎると摩耗が激しくなり、シール部(密閉する部分)の表面が滑らかすぎると液漏れの原因になることもあります。図面上で表面粗さを正確に表記することは、設計者の意図を加工者に正確に伝え、製品の性能と信頼性を確保するために不可欠です。ここでは、JIS(日本産業規格)に準拠した表面粗さの図面表記の基本と注意点について解説します。
1. 表面粗さの図面表記の基本原則
図面において表面粗さを表記する際には、以下の原則に基づきます。
・記号の使用: 表面粗さは、特殊な記号を用いて表記します。この記号は、表面の加工方法や粗さの許容値を表します。
・寸法の明確化: 記号に付記される数値によって、表面粗さの具体的な許容範囲(算術平均粗さ Ra値など)を明確にします。
・基準の統一: 図面全体でJISなどの規格に準拠した表記法を統一して使用します。
2. 表面粗さ記号の種類と書き方
表面粗さ記号は、JIS B 0031(製品の幾何特性仕様−表面性状:触針法による表面パラメータ表示の指示)に基づいています。
基本記号
基本記号(チェックマーク記号): √ のような形状をしています。これ自体は具体的な粗さ値を指示するものではなく、「表面粗さの要求があること」を示します。
この記号のみを記入する場合、加工方法は加工者の自由裁量に任され、除去加工を前提としないことを意味します(例:鋳造、鍛造、圧延など、材料の供給状態の表面)。
加工方法を示す記号
基本記号に線を加えることで、加工方法に関する要求を示します。
・除去加工を要しない面: 基本記号の頂点に丸を付けた記号 ((√))。
例:圧延材や押し出し材のままの表面、型鍛造のままの表面、ダイカストのままの表面など。材料を削らずに、供給状態のままでよいことを示します。
・除去加工を要する面: 基本記号に線を追加した記号 (√ の右側の辺がさらに上に伸びた形状)。
例:切削、研削、研磨など。何らかの除去加工によって面を仕上げる必要があることを示します。具体的な粗さ値が指示されない場合は、通常の機械加工で得られる程度の仕上げを意味します。
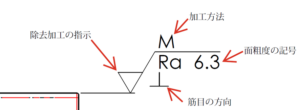
粗さの指示を含む記号
最も一般的に使用される記号で、基本記号の上に算術平均粗さ Ra値を記入します。
Ra値による指示:
√ の記号の上に、要求される算術平均粗さ Ra値(単位はマイクロメートル µm)を記入します。
例: √12.5 (Ra 12.5 µm以下)
例: √Ra3.2 (Ra 3.2 µm以下) – 通常は「Ra」を省略することが多いですが、明示的にRaであることを示すこともあります。
複数要求の表記
最大値と最小値の指示: 粗さの上限だけでなく、下限も指定する場合は、√ 記号の上に上限値を、その下に下限値を記入します。
例: √1.6 / 0.8 (Ra 0.8 µm以上、Ra 1.6 µm以下)
加工方向の指示
必要に応じて、表面粗さ記号の右側に加工の方向を示す記号を追加します。
L(平行): 基準線に平行な加工痕。
C(同心円): 中心に同心円状の加工痕。
R(放射状): 中心から放射状の加工痕。
X(交差): 互いに交差する加工痕(例:やすり目)。
M(多方向): 多方向に不規則な加工痕。
P(点状): 点状の加工痕(例:ブラスト)。
3. 図面への記入方法と注意点
記入方法
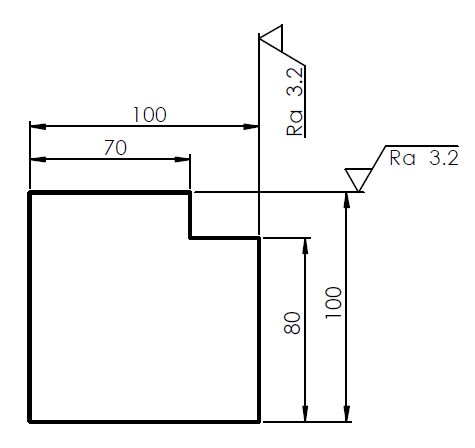
・配置: 表面粗さ記号は、指示する面の延長線上か、またはその面に直接引いた引き出し線上に記入します。
・向き: 記号の底辺は、図枠または部品の輪郭線に平行になるように配置します。
・共通指示:
図面全体にわたって共通する表面粗さの指示は、図面枠の表題欄付近や注記欄にまとめて記入します。
例: 「特に指示なき表面は Ra 6.3」
この場合、例外的に異なる粗さを指示する面のみ、個別に記号を記入します。
・適用範囲:
全ての面に適用する場合は「全て」と明記します。
特定の面のみに適用する場合は、その面を指示します。
特殊な加工面(例:歯面の粗さ)は、別途詳細図や注記で指示することもあります。
注意点
・JIS規格の確認: 表面粗さに関するJIS規格(JIS B 0031、JIS B 0601など)は定期的に改定されるため、常に最新版または使用している版の規格を確認することが重要です。特にRa値の定義や測定方法は規格によって細かく定められています。
・加工方法との整合性: 要求する表面粗さの値は、その面をどのような加工方法で実現するかを考慮して決定します。あまりに厳しいRa値を指定すると、加工コストが大幅に上昇したり、実現不可能になったりする可能性があります。
・測定方法: 指示されたRa値は、どのように測定されるか(測定機器、カットオフ値など)も考慮する必要があります。特に低Ra値では測定環境が重要です。
・機能との関連性: 表面粗さは、部品の摩擦、摩耗、疲労強度、シール性、耐食性、美観など、様々な機能に影響を与えます。設計時にこれらの機能を十分に考慮し、適切なRa値を指定することが重要です。
・曖昧さの排除: 記号や数値の記入に曖昧さがないように、明確に、そして一貫した方法で表記します。
まとめ
表面粗さの図面表記は、単なる記号の記入にとどまらず、設計者の意図を加工者に正確に伝え、製品の品質と性能を保証するための重要な手段です。JISに準拠した基本記号、加工方法の指示、そしてRa値の具体的な指定方法を理解し、加工コストや機能性を考慮した適切な粗さの指示を行うことが、円滑な設計・製造プロセスと高品質な製品の実現に繋がります。