【溶接】V溶接
V字溶接(Single V groove welding)とは
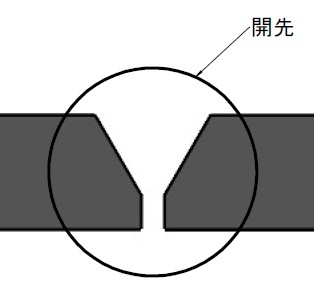
V字溶接とは、母材の合わせ面の角部を加工してVの形にしてから溶接する方法です。
V字形の谷に溶接金属が充填されて、強く接合することができます。
厚みが大きい場合、奥まで熱が届かないため表面だけが溶融して接合することになります。溶接部をV字の谷形状にすることで、熱と溶融した金属が届くようになり、均一に接合できて強度を上げることができます。
船体や圧力容器、橋梁のような強度や耐圧などが必要な構造物で使用されます。
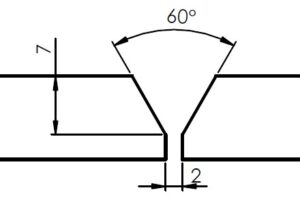
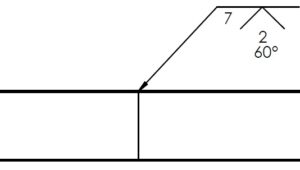
図面指示方法
開先の角度と深さ、ルート間隔を指示します。
メリットとデメリット
メリット
・開先に溶融金属が充填されるため、確実に溶接ができ、母材と同等の強度が得られます。
・片側からの施工が可能なので、他の溶接よりも作業性が良く、溶接加工が容易です。
・ルートまで確実に溶接金属が入り込むので、未溶着などの不良が発生し難くなります。
・開先の形状がシンプルなので、開先加工が容易です。
デメリット
・V字開先が広がっているため、他の溶接方法と比較して溶接金属の消費が多くなります。
・溶接金属の量が多いため、重量にも影響します。
・溶接棒やシールドガスなどの消費が多く、消耗品
・溶接時の熱量が大きいため、熱による母材の反りや歪みの変形が起こります。
発生しやすいトラブルと対策
1.ブローホール
溶接中に発生したガスや空気が、溶接金属の中に閉じ込められて空洞ができる現象です。
強度の低下や破壊、腐食による寿命の短縮などの深刻な影響があります。
※ガスが表面に出た際にできる小さな穴を、ピットと呼びます。
対策1:母材表面やワイヤの洗浄
作業前に溶接部とワイヤを洗浄して、油・水分や埃などの不純物を取り除きましょう。
対策2:溶接条件の見直し
溶接電流や電圧、溶接速度などの条件を適切に管理しましょう。
また、ワイヤの突き出し量や角度にも気を付けましょう。
対策3:シールドガスの管理
シールドガスの流量が不十分であったり、外部環境により乱流にならないようにしましょう。
2.融合不良
溶接部の境界面が十分に融着していない状態で、溶融していない部分が残ってしまう現象です。
強度の低下や、亀裂などの深刻な欠陥になるおそれがあります。
対策1:開先の形状確認
開先を適切な形状に加工しましょう。
対策2:母材表面の洗浄
作業前に溶接部とを洗浄して、油・水分や埃などの不純物を取り除きましょう。
対策3:溶接条件の見直し
溶接電流や電圧や、熱量と溶接速度などの条件を適切に管理しましょう。