
金属3Dプリント造形物の寸法精度
はじめに
3Dプリントを活用するにあたっては、データ上の寸法と造形した実物の寸法との差が
どの程度発生するものかを理解しておく必要があります。
寸法精度は積層技術の種類や使用する装置など様々な要因を元に決定されますので、
ここでは金属3Dプリントで広く利用されているPBF(粉末床溶融)方式を取り上げます。
PBF方式とは
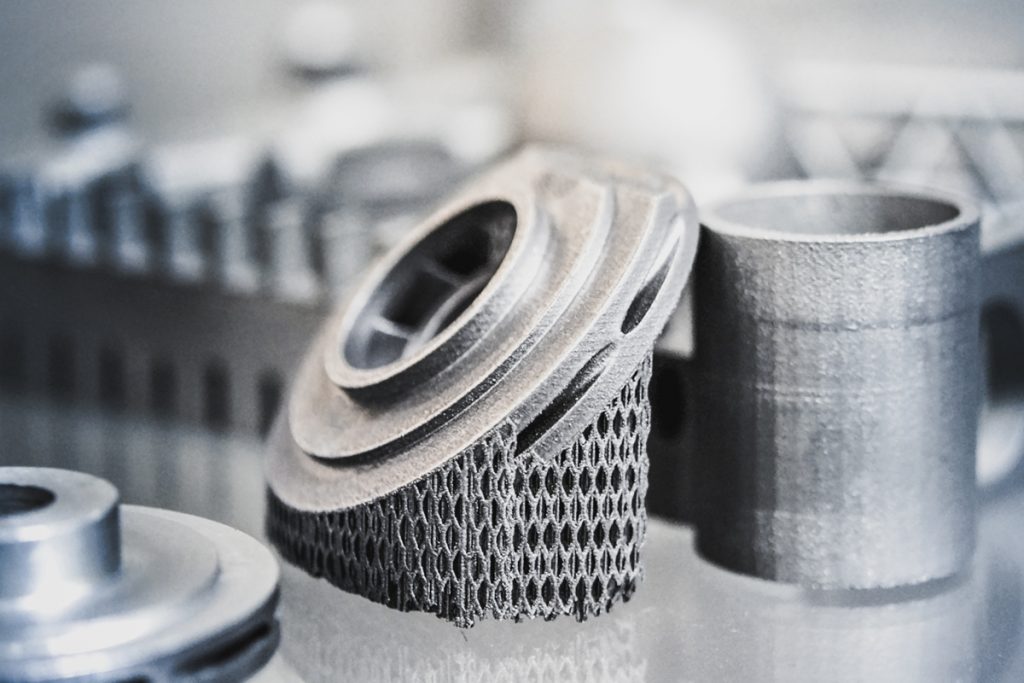
PBFはPowder Bed Fusionの略で、材料の金属粉末をレーザーで溶融・凝固、焼結させて造形する方式です。
PBFの中にも複数の方式がありますが、その中のSLM(Selective Laser Melting)や
DMLS(Direct Metal Laser Sintering)と呼ばれる方式は技術的に近く、
いずれも敷き詰められた金属粉材料にレーザを照射して溶融・凝固または焼結させて積層造形します。
金属3Dプリントにおいて広く普及している方式です。レーザにはファイバーレーザなどが用いられます。
PBF方式では機能部品を素早く提供することが可能です。
従来の加工法よりも複雑に設計された部品の製造も可能です。
また、他方式と比較して薄壁を作成することができるため、軽量設計の適用も可能です。
レーザー照射で溶融・凝固/焼結させるため、造形部分は変形または反りのリスクが高く、
正確な部品を得るには、適切な設計が重要です。
また、造形中のパーツの歪みを最小限に抑えるためにサポート構造は不可欠となります。
寸法誤差が発生する要因
収縮
造形時に発生する熱の影響で造形物が収縮することがあります。
特にオーバーハング形状は収縮による反りが発生し易く、寸法誤差の要因になりやすいです。
サポート構造で反りを最小限に抑える必要があります。
オーバーハング形状とサポート構造
壁厚さ
ボックス形状やリブを立てる形状を適切に造形するためには、
造形サービス会社が提供するガイドラインに従って指定の壁厚さを守る必要があります。
薄壁になりすぎると歪んだり、データ通りの形状を再現できない可能性があります。
積層厚さ
造形するときの一層の厚さ。通常、30μm~100μmの範囲で造形されます。
高さ方向の寸法精度に影響します。
造形サービス各社の対応
造形サービスを提供している多くの企業では造形に関する情報をwebで公開しています。
A社のAluminum造形時の寸法公差 (造形ガイドラインから抜粋)
| 寸法(mm) | 公差(mm) |
| 3 | ±0.2 |
| 3-30 | ±0.2 |
| 30-60 | ±0.5 |
| 60-120 | ±0.7 |
| 120-250 | ±0.9 |
| 250-400 | ±1.1 |
造形ガイドラインに準拠した設計を行っていると寸法公差は上記のようになりますが、
そうでない場合はもっと大きな誤差が発生する場合があります。
金属3Dプリントを効果的に活用するには
造形方式ごとの特徴や寸法精度に影響を及ぼす要因をしっかりと理解しておくこと、
造形ガイドラインに則った設計を行うことで期待した形状の造形物を得ることができます。
カブクでは豊富な3Dプリンティングの経験をもとに、造形に関するアドバイスをすることができます。
反りが発生しにくい構造の設計方法や、必要な精度を確保するための造形方式が分からない場合など
金属3Dプリンティングについてお困りごとがありましたら是非ご相談ください。