
鉄鋼材料の熱処理と表面処理の基本 第1回 鉄鋼材料の熱処理
本日より、技術士の奥野先生に「鉄鋼材料の熱処理と表面処理の基本」について全3回で連載いただきます。
第一回は鉄鋼材料の熱処理についてです。
熱処理は、金属材料の特性を改善向上する手段として一般的に用いられる方法であり、
対象となる素材によって様々な手法があり、また呼び名も異なっている。
鉄鋼材料は熱処理によって様々な特性を生み出すことができるため、熱処理を行うことを前提に設計されることも多い。
また、鉄鋼材料の熱処理の考え方は他素材においても適用できる範囲が広いため、
鉄鋼材料の熱処理を理解することは重要である。
目次
1.熱処理の基本
(1)原子の拡散と平衡
熱処理は、その目的を大きく分けると
・「素材の特性を向上させる」:「焼き入れ」と「焼きもどし」
・「素材の特性を均一にする」:「焼きなまし」と「焼きならし」
の2つとなる。これらは鉄鋼材料だけでなく、非鉄金属でも同様である。
具体的な熱処理の種類は、JISにも規定されており、金属材料には、素材の材質を示す記号とともに、
どのような熱処理が行われたかを示す記号が付与される。
これらの記号は、素材そのものへの刻印、タグ、製品に付属する証明書などに記載される。
 原子の次元で考えた場合、
原子の次元で考えた場合、
熱処理は、金属素材の「原子の拡散と平衡」を
コントロールする方法である、と捉えることができる。
金属組織の観点では、
特性向上の手法として固溶強化、析出硬化などの手法を使うが、
これらの強化手法は、
原子をどのような状態で存在させるかを設計したもの、ということができる。
鉄鋼材料の場合、
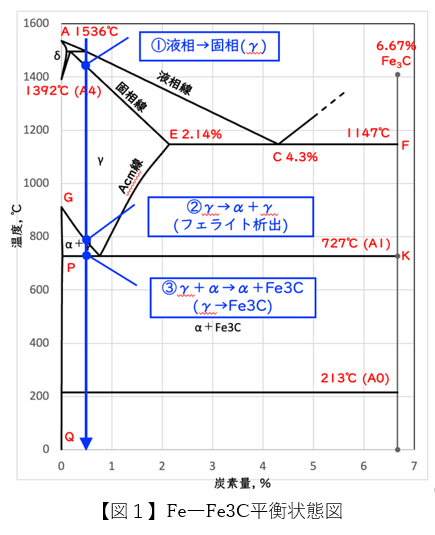
基本となるFe-Fe3C系平衡状態図でもその変化を読み解くことができる。
例えばS45Cの場合(図1の青矢印)、
高温では液体として存在する素材は
①固相線と交わってオーステナイト(γ相)単相の固体となり、
②800℃付近まで温度が下がるとフェライト(α相)とオーステナイト(γ相)の2相になる、
つまり、オーステナイトからフェライトへの変態が起きる。
さらに温度が下がり、
③727℃を下回ると、フェライト(α相)とセメンタイト(Fe3C)の2相組織、
つまりここでオーステナイト(γ相)がセメンタイト(Fe3C)に
すべて変態する(注:実際にはパーライト組織になる)、ということがわかる。
これらの温度域における組織の変化は、「原子の拡散と平衡」によって説明できる。
合金元素を添加して、固溶強化や析出硬化などを利用することは鉄鋼材料でも一般的に行われるが、
これらは、添加する元素の特性を活用して組織、すなわち結晶の形を変えること、
原子の次元で見れば、原子の移動・拡散を添加元素でコントロールすることを狙ったもの、とみることができる。
(2)連続変態曲線(CCT)と恒温変態曲線(TTT)
熱処理は、「温度」だけではなく、「時間」もパラメータとして必須である。
図1の平衡状態図では、どの温度でどの組織になるのか、ということはわかるが、
「平衡している場合の状態図」であるから、どれくらいの時間が経てばそうなるのかは図示されない。
鉄鋼材料強化のために必須の組織であるマルテンサイトは、
急冷した(つまり、時間のパラメータが必要な)場合に生じる組織のため、平衡状態図には表れない。
これを図示するために、恒温変態曲線(TTT)、もしくは連続変態曲線(CCT)のいずれかが用いられる。
連続変態曲線と恒温状態図は、両方とも、
金属の組織を温度と時間の2つのパラメータで示した図であるが、
連続変態曲線は、ある一定の温度比率で冷却する場合に、
恒温状態図は、焼き入れのように急冷する場合に、それぞれ用いられるという違いがある。
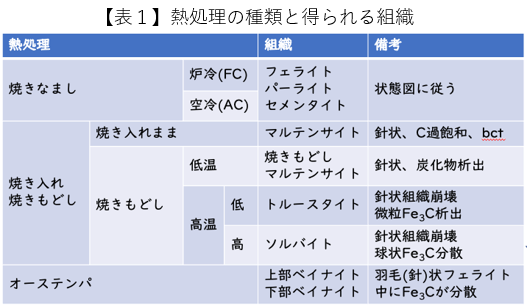 熱処理によって得られる組織は、
熱処理によって得られる組織は、
マルテンサイトを中心に平衡状態図にはない組織が中心となる(表1)。
焼き入れはマルテンサイトを生成する処理であり、
焼きもどしはマルテンサイト生成によって生じた結晶格子の歪みを調節する処理、
ということができる。
これらの熱処理によって、
マルテンサイトから「トルースタイト」「ソルバイト」が生じるが、
これらの組織の間には明確な区分がない。
熱処理材に特有の組織として、
特性向上に多く用いられる組織にベイナイトがある。
ベイナイトは、フェライトが針状の組織になって出てくることが特徴であり、
組織上もマルテンサイトとは区別できる。
ベイナイトも、上部ベイナイト、下部ベイナイトと呼び方が分かれるが、
マルテンサイト系の組織と同じように、この両者にも明確な区分はない。
(3)熱処理は「特殊工程」
熱処理は、製品の形状を変える処理ではないため、
製品を見ただけでは熱処理を行ったかどうかを判別できない。
このため、品質管理的な観点から、熱処理は「特殊工程」と言われる。
特殊工程は、「結果として生じるアウトプットが、
それ以降の監視又は測定で検証することが不可能な工程」と定義される。
このような工程を行ったことを証明するためには、
どのように処理を行うか、どのように処理を行ったか、の2点について、記録を残すことが必要である。
つまり、熱処理は、必要なパラメータを指示し、その通り行うことで、
初めて再現性のある(=後から見てやったことがわかる)工程となる。
このため、熱処理を計画・指示する場合は、必要なパラメータを具体的に指示することが極めて重要である。
2.一般熱処理
(1)焼き入れ
焼き入れは、急冷することによってマルテンサイト組織を析出させ、鋼を強化する手法である。
通常、急冷するために水焼き入れ、油焼き入れが用いられるが、
一般的に製品の中心部は表面よりも冷えにくいことから、製品の大きさや形状によっては、
中心部がマルテンサイトにならないことも想定される(これを「質量効果」と呼ぶ)。
JISでも、焼き入れの基準として、「希望する深さにおいて、マルテンサイト組織が50%以上得られること」としている。
※補足:質量効果について
ある材質で焼き入れを行うとどのくらい機械的特性が良くなるのかをJISの鉄鋼ハンドブック等で調べる場合、
そこに書かれている条件は、標準サイズの試験片で測定した値であることに留意する。
実製品が試験片サイズよりも大きい場合、希望する製品特性を得るためには、
その条件よりも温度を高くする、時間を長くする、早く冷却できる方法に変える、のいずれかを考慮する必要が出てくる。
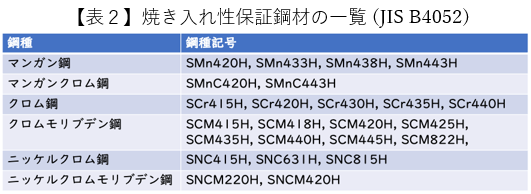 JIS規格では、「焼き入れ性保証鋼材」(通称:H鋼・Hバンド鋼)が
JIS規格では、「焼き入れ性保証鋼材」(通称:H鋼・Hバンド鋼)が
規定されており(表2)、鋼種記号の末尾に「H」がつく。
焼き入れ性保証鋼材はこの表に掲載されているもので全てであり、
ここに挙げている鋼種以外で末尾にHがついている場合は、
焼き入れ性を保証したものではないことに注意する必要がある(例:S45C-H)。
これらの製品を使用する場合は、後工程でトラブルを発生させないよう、
素材メーカーに確認する、素材を試験するなどして、面倒でも都度確認したほうが良い。
これらの「焼き入れ性を保証している鋼材」は、
そうでない鋼材と比べると焼き入れ性を向上させる元素である、C・Mn・Cr・Moの範囲が少し広くなっている。
また、JIS規格に定められているジョミニー試験によって、焼き入れ時の硬さの上下限が規定されている。
ジョミニー試験は、焼き入れ性を簡便に試験できるため、古くから用いられている方法であり、
H鋼のみならず幅広い構造用鋼のデータがあることから、同一条件での比較を行うためには有用であるが、
素材に適正な焼き入れ条件とは限らないこと、また、質量効果に留意する必要がある。
また、ホウ素はごく微量の添加によって焼き入れ性が向上し、かつ焼きなましを省略できることから、
ボロン鋼として自動車部品用途、特にボルトに多用される。
(2)焼きもどし
焼きもどしは焼き入れとセットで使われ、焼き入れで生成したマルテンサイト組織を
調整するために用いられる熱処理である。
焼きもどしの温度を高くしていくと炭化物が生じ、その炭化物が大きくなっていくため、
通常は、硬さは低下するが、高合金工具鋼などの一部の材質では、
焼き戻し温度が上がると逆に硬度が高くなる現象が起きる。
焼きもどし温度をどう決めるかは難しい問題であり、
材質だけでなく焼きもどしの後の工程による加工の程度などでも変わるため、統一的な指標はない。
一般的には、調質目的の場合は高めの温度で、焼き入れで得られた硬さをそのままにしたい場合は、
低い温度で焼きもどすことを選択する。また、焼き戻し後の冷却は、素材に割れが生じないようにゆっくりと冷やす。
通常は大気放冷(=空冷)が選ばれる。
(3)焼きなまし
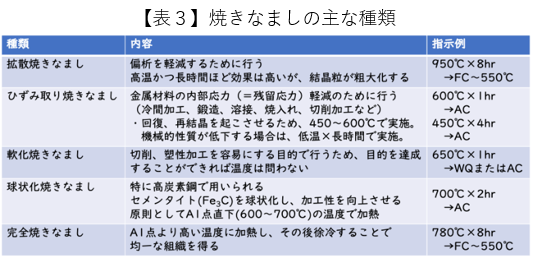 焼きなましは、材料の組織を均一にするために行われ、
焼きなましは、材料の組織を均一にするために行われ、
機械的特性はやわらかく、加工性が高くなる方向に変化する。
目的や手段を用いて「拡散焼きなまし」などと使われ、
これらの目的によって熱処理する温度、時間も変わる(表3)。
焼きならしは、素材メーカーで製造する圧延品、鍛造品の内部品質の
ばらつきをなくすために行われる処理を指し、
呼び方は異なるが手法としては焼きなましと同じと考えてよい。
3.均質化熱処理
(1)オーステンパ
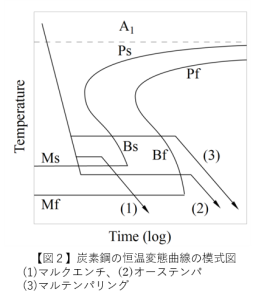 ベイナイト組織を得るための焼き入れ方法で、ベイナイト焼き入れと呼ばれることもある。
ベイナイト組織を得るための焼き入れ方法で、ベイナイト焼き入れと呼ばれることもある。
焼き入れの途中に、ベイナイト変態が起きる温度で恒温保持する(図2の(2))。
この方法により、焼き入れ焼きもどしと同じような機械的特性を一回の熱処理で得ることができ、
マルテンサイト変態が生じないため、変形が生じにくいという利点がある。
ただし、等温保持を行うためにの高温浴(ソルトバス)など、特有の設備が必要である。
(2)マルクエンチ
マルテンサイトを制御して行うための熱処理であり、
マルテンサイト変態を起こす温度のすぐ上で冷却を止めて一定時間保持し、
その後空冷することで、水冷よりも遅い速度で変態を生じさせる処理である(図2の(1))。
保持温度をマルテンサイト変態点直下の温度にすると(図2の(3))、
マルテンパーリングになり、恒温保持中に生成したマルテンサイトが焼き戻されるため、
1回の熱処理で焼き戻しマルテンサイトが得られるという利点がある。
(3)時効熱処理
時効熱処理は、特にアルミ合金では一般的な熱処理で、
技術的には、過飽和固溶体を一定の温度に加熱し、金属間化合物の析出硬化を起こさせることを指す。
金属間化合物の析出には一定時間を要し、その間素材の機械的特性が変化する。
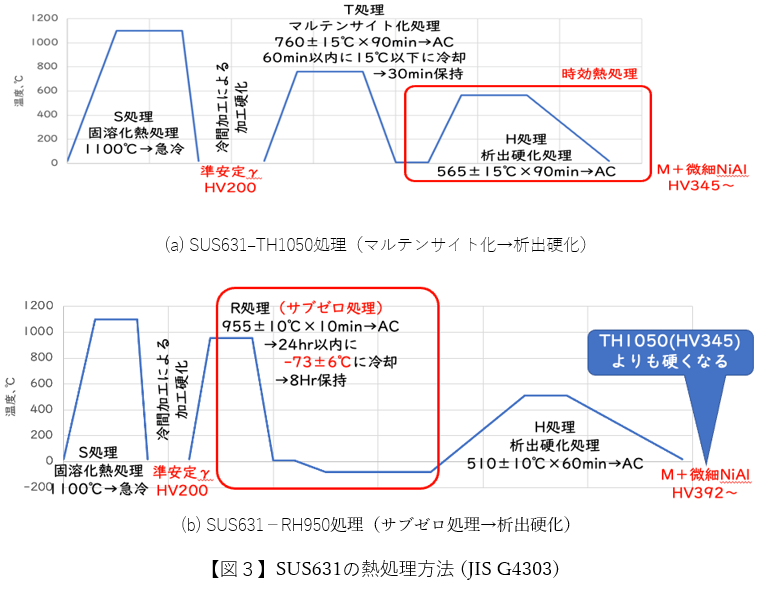
析出硬化型ステンレスSUS631(17Ni-7Cr-1Al,17-7PH)は、
金属間化合物であるNiAlの析出硬化を利用した鉄鋼材料であり、
マルテンサイト化した後で析出硬化処理(時効処理)を行う(図3(a)[上段])。
4.その他の熱処理
(1)サブゼロ処理
素材を氷点下(0度以下)に冷却する処理で、完全にマルテンサイト化することを目的として行う。
通常の鉄鋼材料では高炭素のオーステナイトが残留しており(残留オーステナイト)、
長い時間をかけて他の組織に変態し、寸法や機械的性質が変わっていく。
この特性は、測定機器や工具などに用いる鋼材にとっては致命的な欠点になる。
このため、残留オーステナイトを完全にマルテンサイト化するために、
マルテンサイト変態終了温度よりも低温で保持する(図3(b)[下段])。この処理により、硬度も高くできる。
(2)高周波焼き入れ
高周波の電流を素材に通し、抵抗加熱することで焼き入れを行うもので、
周波数が高くなると電流侵入深さは浅くなり、表層のみ焼き入れて硬化することができる。
予熱が要らず短時間で行え、部分的に行うことによって発生する
残留応力を活用して通常の焼き入れよりも硬くできる、などのメリットがある。
レーザー焼き入れも同様に、小さい/薄い領域に焼きを入れることができるため、
熱影響部を少なくでき、早く冷えるため高い硬度を得ることができる、という特徴をもつ。
レーザー焼き入れは高周波焼き入れと比べて、熱歪みを極限まで小さくすることができる。
|
奥野技術士事務所 代表 大学院修士課程(金属工学専攻)修了後、大手鉄鋼メーカーに入社。主に鉄鋼製造の現場において操業技術管理、設備管理、品質管理を担当し、その後、製品企画、プロセス技術開発、技術企画、品質保証業務(QMS品質管理責任者)を経験。2021年に退社し技術士事務所を設立、金属製品製造における品質管理、および航空宇宙製品の品質保証について、現場目線での再発防止の仕組みづくりを積極的に推進している。 現在、公財)新産業創造研究機構の航空ビジネス・プロジェクトアドバイザー、産業技術短期大学非常勤講師を務める。 |
 |